AMMP Research Group

AMMP Research Group
Advancing Materials, Transforming Manufacturing, Innovating the Future
Advanced Manufacturing & Material Processing Research Group
(AMMP Research Group)
Pioneering the Future of Materials and Manufacturing Through Innovation and Research.
At the Advanced Manufacturing & Material Processing (AMMP) Research Group, we address fundamental and applied challenges in material development, processing, and manufacturing technologies. Our core focus lies in advancing material development, material processing techniques, additive and subtractive manufacturing methods, and exploring hybrid manufacturing approaches to develop innovative solutions for modern engineering applications. We aim to push the boundaries of material science and manufacturing by combining experimental research, and computational modeling to optimize processes, enhance material performance, and drive interdisciplinary innovation.
Goals of the AMMP
- Advancing Material Processing and Manufacturing Technologies:Develop innovative solutions in material processing and manufacturing, integrating additive and subtractive methods to optimize resource utilization, improve efficiency, and enhance material performance.
- Enhancing Performance of Fabricated Structures:
Evaluate and improve the mechanical, thermal, and functional properties of additively fabricated structures, enabling their application in lightweight engineering, energy absorption, and thermal management systems. - Collaboration and Outreach:
Establish strong partnerships with industry stakeholders, academic institutions, and research organizations to translate research findings into practical, scalable solutions for real-world manufacturing challenges. - Disseminate Knowledge and Promote Innovation:
Share research outcomes through high-impact publications, conferences, and workshops, contributing to the global knowledge base and inspiring innovation in material processing and manufacturing. - Train the Next Generation of Researchers:
Mentor and train students, researchers, and professionals in cutting-edge manufacturing technologies, fostering a skilled workforce capable of driving future advancements in the field of manufacturing. - Achieve National and Global Recognition:
Position the research group as a local and globally recognized leader in material processing and manufacturing technologies.




Research Assistants
Graduate Research Assistants
- Mikhail Skibar
- Joel Sam John
- Khalifa Almansoori
- Gaurav Kewalramani
Ayman Abdelgwwad - Murtuza Taher JoarawalaMohammed Abdul
- Mujeeb Ansari
- Mirzagha Halilov (Graduated)Shafahat Ali
- (Graduated)
- Ibrahim Nouzil (Graduated)
Undergraduate Research Assistants
- Rohan Singha
- Tiaan Nolan
- Ibrahim Al Mansour
- Sabrina Al Bukhari
- Mukhammadaziz Abdulazizov
- Shriya Vijay
- Yazaan Atout
- Yazan Mashaki
- Syed Saarim Razi (Graduated)
- Assem Alshibi (Graduated)
- Abdelrahman Nasreldin (Graduated)
- Basim El Essawi (Graduated)
- Abhishek Subramaniam (Graduated)
Additive Manufacturing Process Optimization
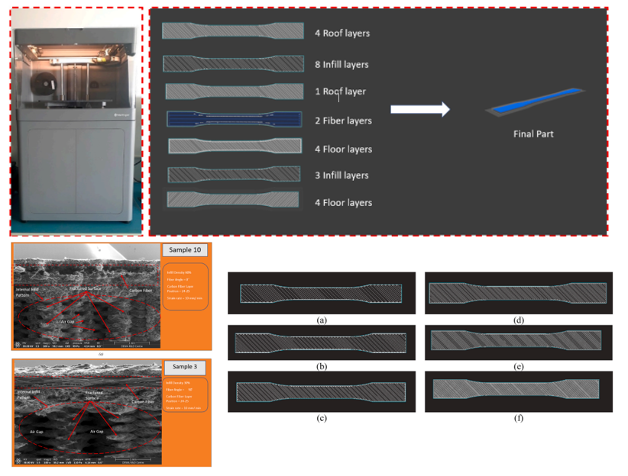
Optimization of infill density, fiber angle, carbon fiber layer position in 3D printed continuous carbon-fiber reinforced nylon composite
Researchers: Basim El Essawi, Said Abdallah, Shafahat Ali, Abdallah Nassir Abdo Mohammed
PI & Supervisor: Dr. Salman Pervaiz
Co-PI: Dr. Rahmat Agung Susantyoko (DEWA)
Collaborator: Dubai Electricity & Water Authority (DEWA)
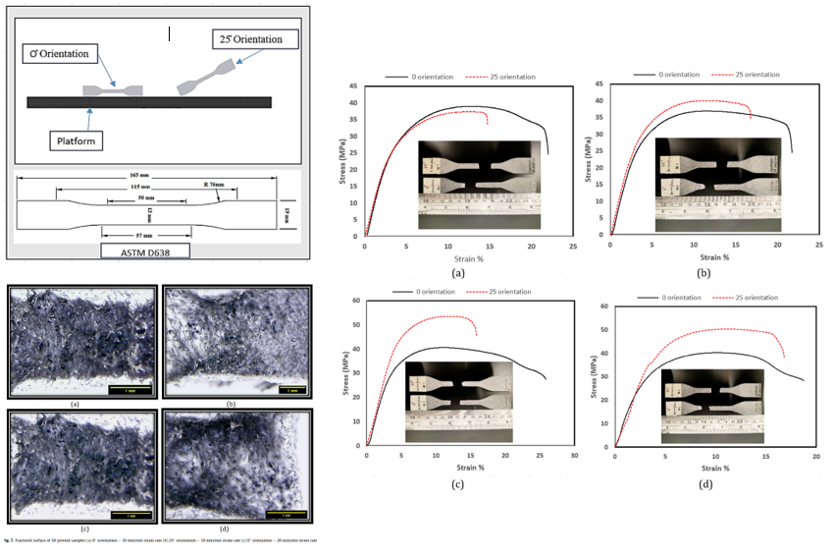
Abstract: Composite materials have gained much attention in various industries, such as aerospace, automotive, sports, marine, and construction, as these sectors rely on high-performance, durable, and cost-effective materials. Such materials offer high strength, stiffness and heat resistance. However, the influence of printing parameters especially the position of carbon fiber layer on such material is rarely found in literature. The current study focuses on optimizing different printing and testing parameters such as carbon fiber layer position, infill density, fiber angle, and strain rate in 3D printed carbon-fiber reinforced nylon composite. The study also recommended the optimal combination of these parameters for maximizing the mechanical strength and energy absorption of related 3D printed parts. The investigation revealed that the most optimum condition was 80% infill density, fiber angle of 0°, carbon fiber layer position of 12–13, and strain rate of 10 mm/min. It has been found in the study that fiber angle was the most dominant input parameter with a contribution of 54.13%, whereas infill density was the second dominant parameter with a contribution of 16.25%. The study also found that the position of the carbon fiber layer has comparatively less effect on the final mechanical properties of 3D printed parts, with a contribution of 10.12%. To facilitate the optimization, the outcomes will be helpful for designing and manufacturing 3D printed carbon-fiber reinforced nylon composite parts.
Performance optimization of 3D printed polyamide 12 via Multi Jet Fusion: A Taguchi grey relational analysis (TGRA)
Researchers: Said Abdallah, Shafahat Ali
PI & Supervisor: Dr. Salman Pervaiz
Abstract: The multi jet fusion (MJF) additive manufacturing techniques enable producing different complex geometries quickly with a relatively inexpensive product development process, using a thermoplastic powder, specifically polyamide 12 (PA 12). The multi jet fusion additive manufacturing technology aims to enhance the quality of parts quickly and inexpensively compared to existing 3D printing technologies. In comparison with other polymer printing processes, MJF shows a much faster printing process with exciting potential. However, less studies discussed which input parameters have a significant impact on the printed part. This presented contribution used to participate in solving this issue, and investigates the effect of the two different printing orientations under different strain rates. Specimens were printed using polyamide by ASTM 638 type IV. The design of experiment for this study used Taguchi L8 four-factor design, that consist of two different orientations and four strain rates. This study aims to determine the optimal parameters for printing according to the mechanical properties of the polyamide 12 material using grey relational analysis. The results showed that the optimal results appeared with a 10 mm/min strain rate, and the building orientation was 25°, as the Grey relational grade improved by 0.141% with optimized parameters.
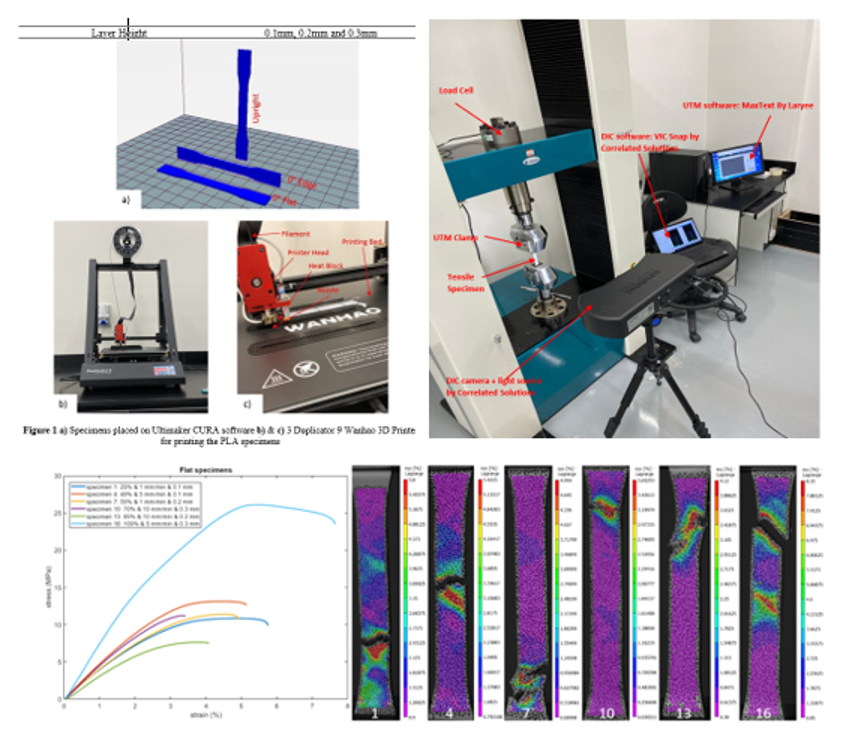
Effect of build parameters and strain rate on mechanical properties of 3D printed PLA using DIC and desirability function analysis
Researchers: Said Abdallah, Shafahat Ali, Deepak H. Devjani and Joel S. John
PI & Supervisor: Dr. Salman Pervaiz
CO-PI: Dr. Wael A. Samad
Abstract: This paper aims to investigate the effects of build parameters and strain rate on the mechanical properties of three-dimensional (3D) printed polylactic acid (PLA) by integrating digital image correlation and desirability function analysis. The build parameters included in this paper are the infill density, build orientation and layer height. These findings provide a framework for systematic mechanical characterization of 3D-printed PLA and potential ways of choosing process parameters to maximize performance for a given design. These findings provide a framework for systematic mechanical characterization of 3D-printed PLA and potential ways of choosing process parameters to maximize performance for a given design.
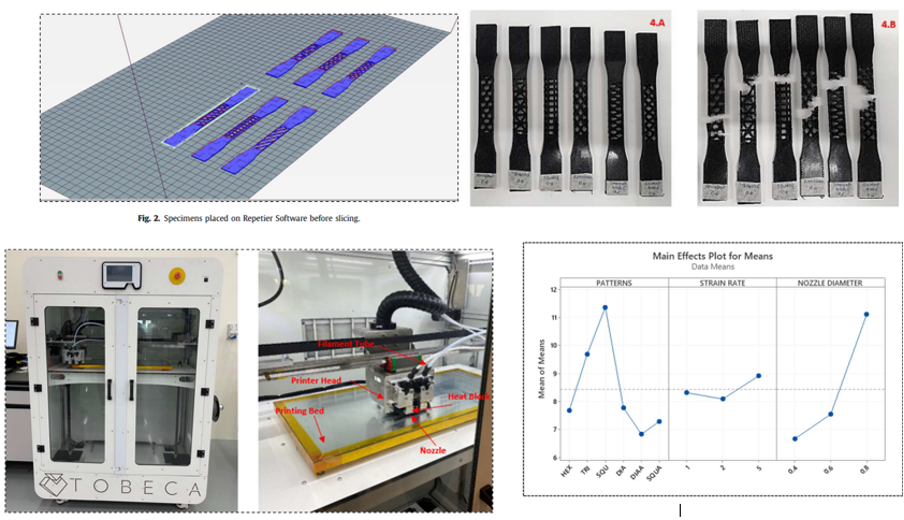
Optimization of 3D printed polylactic acid structures with different infill patterns using Taguchi-grey relational analysis
Researchers: Said Abdallah, Shafahat Ali, Deepak H. Devjani and Joel S. John
PI & Supervisor: Dr. Salman Pervaiz
Abstract: In several engineering applications, the demand for robust yet lightweight materials have exponentially increased. Additive Manufacturing and 3D printing technology have the scope to make this possible at a fraction of the cost compared to traditional manufacturing techniques. Majority of the previous studies are focused mainly towards the printing parameters namely build orientation, infill density, and layer height etc. Also, most studies considered strength as an output response. However, when it comes to the cellular geometry and nozzle diameter, these parameters were found limited in the literature. Similarly, the combination of output responses such as stiffness, strength, toughness and resilience are found rarely in the previous studies. The current study is designed to capture the said gap in the literature with focus on cell geometry, nozzle diameter and strain rate by using the Taguchi design of experimentation and Grey Relational Analysis. Tensile test results performed on six different patterned samples under ASTM D638 standard suggest that square patterned samples perform the best under tension and retain more mechanical strength than the other five patterns. The grey relational analysis indicates that highest grey relational grade (GRG) was achieved for the larger nozzle diameter of 0.8 mm, strain rate of 5 mm per minute and square cellular geometry. It has been observed that highest contributing factor was nozzle diameter (48.99%), whereas cellular geometry was ranked second with (40.78%) as obtained from analysis of variance (ANOVA). The grey relational analysis simplified the complex 3D printing process optimization.
Engineering High-Performance 3D-Printed Cellular Designs
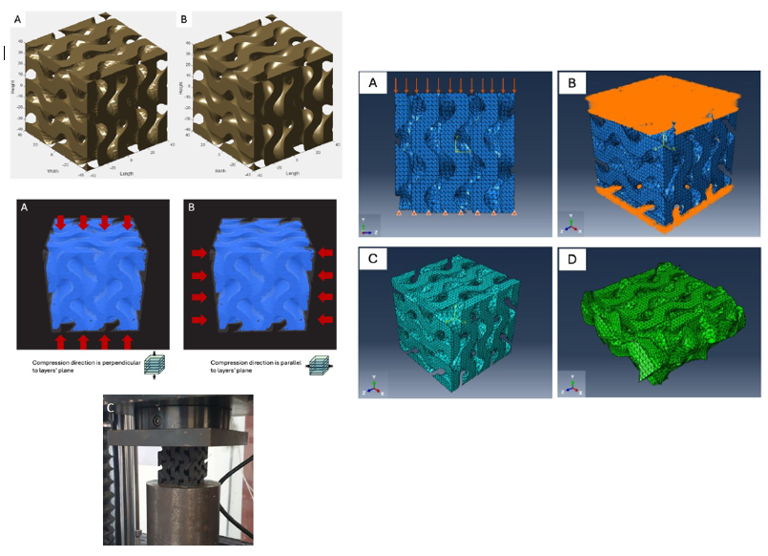
Additive Manufacturing with Continuous Carbon Fiber Composite Reinforcement for Gyroid Triply Periodic Minimal Surface (TPMS): Compression Mechanical Properties
Researchers: Mikhail Skibar, Arun Joy
PI & Supervisor: Dr. Rahmat Agung Susantyoko & Dr. Salman Pervaiz
Co-PI: Dr. Rahmat Agung Susantyoko (DEWA)
Collaborator: Dubai Electricity & Water Authority (DEWA)
Abstract: Composite 3D printing is promising for applications that require lightweight and relatively strong mechanical properties. This work reports the utilization of additively manufactured continuous carbon fiber composite to enhance the compressive strength of Gyroid Triply Periodic Minimal Surface (TPMS) structure. Finite Element Analysis (FEA) and experimental additive manufacturing of Gyroid TPMS were performed. FEA shows stress magnitude and distribution along Gyroid model, in consistency with literature. Experiments of compression test of additively manufactured “Onyx material” and “Onyx + continuous carbon fiber materials” were performed. Onyx material is a micro carbon fiber filled nylon. There was no significant change in the densification strain. Continuous carbon fiber reinforcement significantly increased the compression modulus (343%) and yield strength (250%) when tested with the direction of uniaxial compression parallel to the printing layers’ plane (Configuration B); and significantly increased the plateau stress (138%) and energy absorption (129%) when tested with the direction of uniaxial compression perpendicular to the printing layers’ plane (Configuration A). Anisotropy affected the compression mechanical properties depending on compression direction and layers’ plane orientation. Layer delamination is a critical aspect for Configuration B. The configuration B is more suitable for applications which require more stiffness, while configuration A is more suitable for application that require higher value of toughness or energy absorption.
Optimization of Environment-Friendly and Sustainable Polylactic Acid (PLA)-Constructed Triply Periodic Minimal Surface (TPMS)-Based Gyroid Structures
Researchers: Syed Saarim Razi, Mozah Alyammahi
PI & Supervisor: Dr. Salman Pervaiz
Co-PI: Dr. Rahmat Agung Susantyoko
Collaborator: Dubai Electricity & Water Authority (DEWA)
Abstract: The demand for robust yet lightweight materials has exponentially increased in several engineering applications. Additive manufacturing and 3D printing technology have the ability to meet this demand at a fraction of the cost compared with traditional manufacturing techniques. By using the fused deposition modeling (FDM) or fused filament fabrication (FFF) technique, objects can be 3D-printed with complex designs and patterns using cost-effective, biodegradable, and sustainable thermoplastic polymer filaments such as polylactic acid (PLA). This study aims to provide results to guide users in selecting the optimal printing and testing parameters for additively manufactured/3D-printed components. This study was designed using the Taguchi method and grey relational analysis. Compressive test results on nine similarly patterned samples suggest that cuboid gyroid-structured samples perform the best under compression and retain more mechanical strength than the other tested triply periodic minimal surface (TPMS) structures. A printing speed of 40 mm/s, relative density of 60%, and cell size of 3.17 mm were the best choice of input parameters within the tested ranges to provide the optimal performance of a sample that experiences greater force or energy to compress until failure. The ninth experiment on the above-mentioned conditions improved the yield strength by 16.9%, the compression modulus by 34.8%, and energy absorption by 29.5% when compared with the second-best performance, which was obtained in the third experiment.
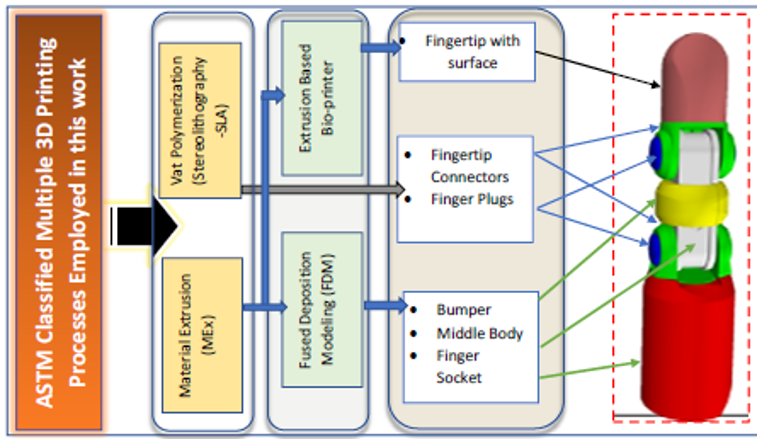
Towards Natural Movement: Integrating Sustainable Materials with Hybrid 3D Printing Techniques and In-House-Developed Smart Sensors
PI: Dr. Ahasan Habib
PI & Supervisor: Dr. Salman Pervaiz, Dr. Krittika Goyal, Dr. Jun Han Bae
CO-PI: RIT NY (Main Campus)
Abstract: The global demand for prosthetic limbs is rising due to increasing amputations, with approximately 185,000 procedures yearly in the United States. 3D printing offers a cost-efficient solution for precise prosthetic design, catering to individual patient needs. However, there’s a lack of a cohesive approach to achieve specific mechanical properties and smart sensing capabilities in 3D-printed prosthetics. This paper aims to improve prosthetic finger production by integrating hybrid materials and advanced 3D printing methods. It focuses on enhancing mechanical properties of PLA, optimizing the rheological properties of PDMS material for a better in-house 3D bio-printed sensor. Keeping in view that print quality is a complex function of different printing parameters, the study incorporated Taguchi based design of experimental (DoE) approach. For Taguchi orthogonal array L09, three parameters such as infill density, infill patterns and print speed were considered with three levels in this study. The flow behavior of PDMS at various temperatures such as 30°, 40°, 60°, and 70° was identified in terms of viscosity, shear thinning factors (n and K), zero-shear stress, and shear stress at different shear rates. Barium Titanate (BaTiO3) was combined with optimized PDMS and tested the open-circuit voltage to explore flexible tactile sensors fabrication. Different regions of a finger prothesis were manufactured using various 3D printing techniques and materials as proof of concept.
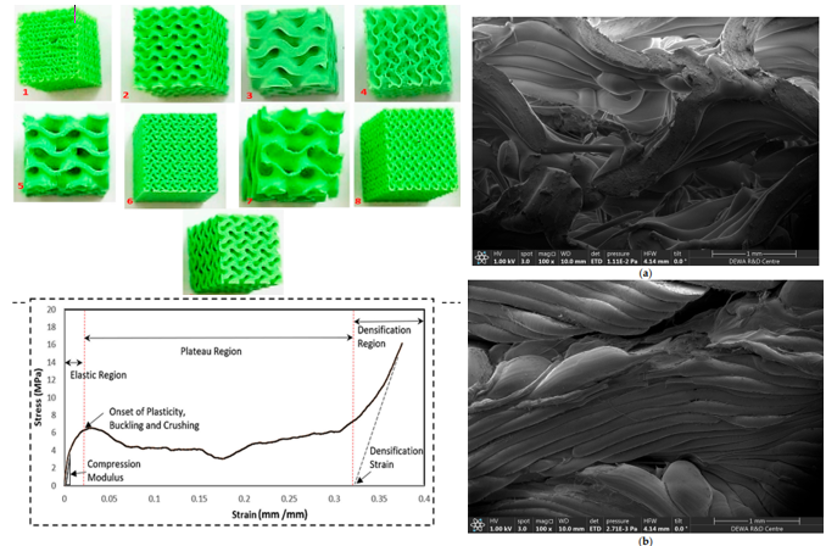
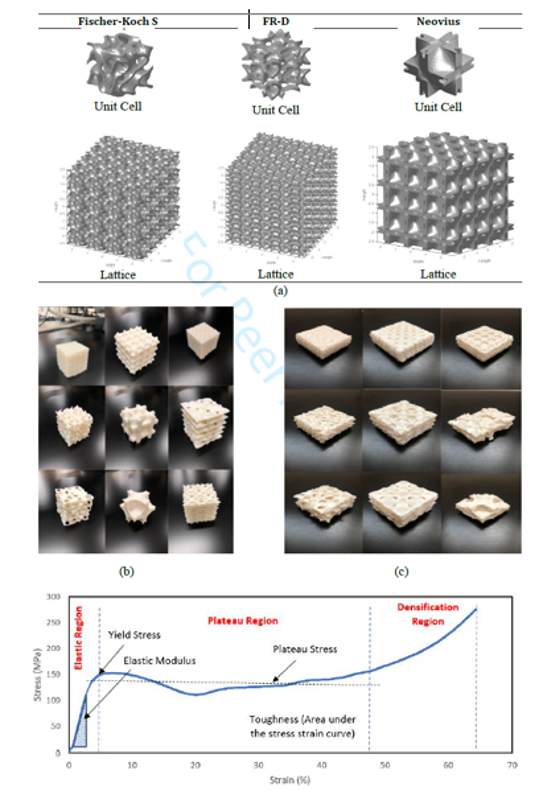
Comprehensive analysis of the compressive behavior of Fischer-Koch-S, F-RD, and neovius TPMS cellular structures in 3D-printed PLA specimens
Researcher: Mukhammadaziz Abdulazizov
PI & Supervisor: Dr. Salman Pervaiz
Abstract: This paper investigates the compression-tested mechanical properties of 3D Polylactic acid (PLA) printed Triply Periodic Minimal Surfaces (TPMS) lattice structures, exploring the impact of varying input parameters. The input parameters included in this study are cellular structure, printing speed, and unit cell size. This study serves as a valuable guide for achieving specific mechanical properties through the selection of optimal parameters. The three input parameters would have a major effect in the overall mechanical properties of the specimens. Four output parameters were studied in this experiment elastic modulus, yield stress, plateau stress, and toughness. A Desirability Function Analysis (DFA) was implanted to achieve the most optimal parameter combination and it was compared to the original parameters. By comparing the mechanical properties of the original nine samples against the predicted optimized parameter, the toughness was increased by 2.15%, elastic modulus increased by 108.33%, yield stress increased by 4% and plateau stress increased by 3.97%.
Innovative Lubrication Techniques for Machining High-Performance Materials
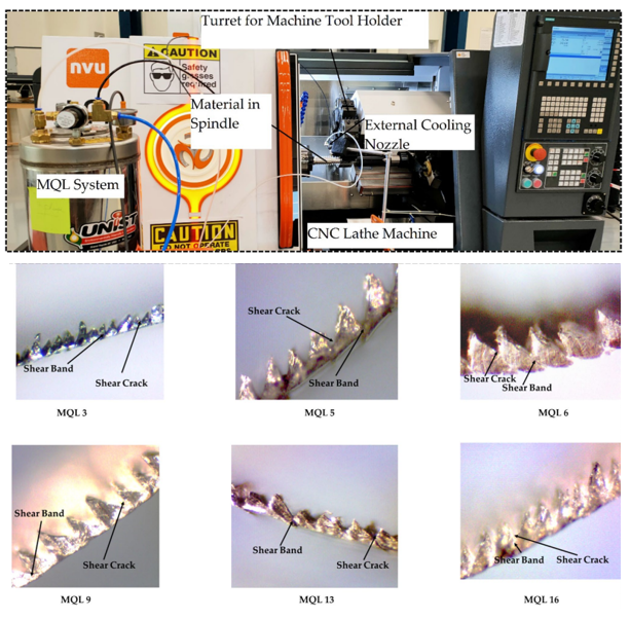
Machinability analysis of AZ31 magnesium alloys using the Taguchi gray relational analysis
Researcher: Shafahat Ali
PI & Supervisor: Dr. Salman Pervaiz
Abstract: The manufacturing sector is among the fastest growing in today’s industrialized world. Increasing the efficiency and sustainability of manufacturing processes is one way to improve productivity and improve profit margins. Learning about cutting conditions and how they affect machined surfaces and tool life can help improve productivity. This research aims to analyse the machinability of difficult-to-cut magnesium alloys through lubrication and different cooling strategies and their influence on the environment. Flank wear, chip morphology, tool contact length, and surface roughness were all measured in this study using controlled machining experiments with dry and vegetable oil mist cutting conditions and coated carbide tools. To improve the machinability of magnesium alloys, researchers looked at surface roughness, tool wear processes, and primary and secondary machining components such as effective shear angle, compression ratio, and coefficient of friction. In this study, we found that minimum quantity lubrication (MQL) performed well under various speed ranges for coated tools. Tool wear, surface roughness, and other output response characteristics were significantly connected to feed rate and cutting speed. MQL improved the surface finish and material removal rate by 20% compared to dry machining, and microhardness has been improved by 11.5%. MQL-based systems offer great potential to improve the machinability of magnesium alloys, and they should be explored further.
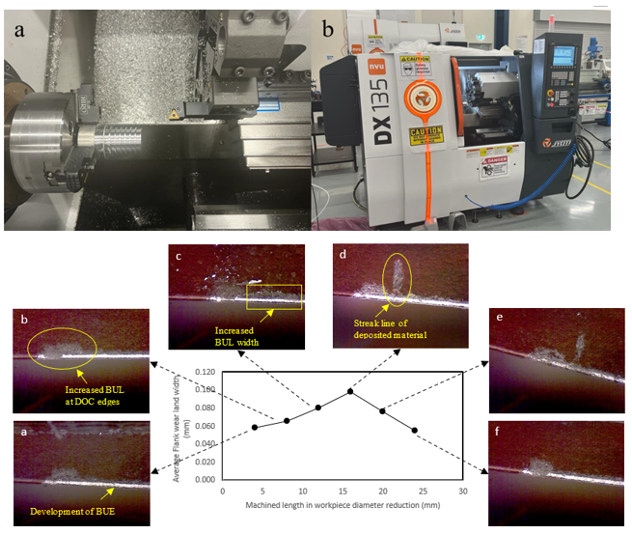
Built-up edge formation and flank wear evolution in conventional machining of AZ91 magnesium alloy
Researchers: Assem Alshibi and Abdelrahman Nasreldin
PI & Supervisor: Dr. Salman Pervaiz
Abstract: Magnesium alloys are largely desirable in numerous industries today because of their intrinsically attractive properties. Low density and high strength coupled with significant biocompatibility is the main advantages. Machining of magnesium alloys is challenging as a result of the persistent chip ignition risk as well as material build-up on the tool due to their softness. Therefore, magnesium alloys’ machinability has not been fully assessed in the available literature. The present work aims to address this aperture by assessing flank wear progression and the prevalence of adhesion-driven built-up edge (BUE) and built-up layer (BUL) in different tool coating materials during the dry short-interval conventional orthogonal turning of AZ91 magnesium alloy. A higher and lower combination of feed rates and cutting speeds were utilized for all tools to compare the possible range of maximum flank wear land width, average flank wear land width, and chip contact length while capturing and assessing said parameters through digital and optical microscopy. The data presented a large prevalence of adhesion wear across all tool coating types which is portrayed by the cyclic behaviour of the flank wear land width plots, which resulted from the repeated accumulation and wear of deposited workpiece material. The TiCN-coated tool presented the least amounts of BUL and BUE throughout both levels of testing, while the TiN-coated tool presented the largest amounts of average flank wear land width due to recurrent aberrative local deposition accumulation and extended streak line depositions. TiN-coated, Al2O3-coated, and uncoated tools presented higher average flank wear land width than the TiCN-coated tool by 8.5%, 3.1%, and 27.2% during level 1 cutting conditions and 84.8%, 21.3%, and 37.2% during level 2 cutting conditions. This implies the TiCN coating's increased resistance to elevated cutting temperatures, and in turn, reduced deposition of material through adhesion.
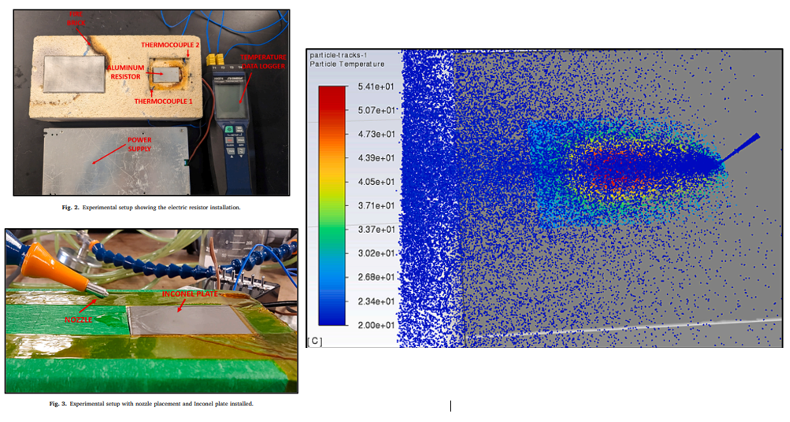
Experimental and numerical investigation of cooling effectiveness of nano minimum quantity lubrication
Researcher: Ibrahim Nouzil (PhD Student at University of Guelph)
Supervisor: Dr. Ibrahim Deiab
PhD Thesis Committee Member/Co- Supervisor: Dr. Salman Pervaiz
Collaborator: University of Guelph, Canada
Abstract: The literature on nano-minimum quantity lubrication (NMQL) machining suggests that its effectiveness is due to the increased thermal conductivity of the base oil and the reduced friction at the cutting interface due to the rolling effect of the nanoparticles. However, the relative contribution of the increased nanofluid thermal conductivity and nanofluid lubricity on the performance of NMQL has not been investigated. This study presents an experimental and a numerical investigation of NMQL cooling effectiveness and compares it with that of pure minimum quantity lubrication (MQL). A lumped system analysis was carried out on a flat Inconel workpiece with different heat inputs. Two different heat sources, an Aluminium electric resistor and a propane torch, were used for three different cooling strategies: dry, MQL and NMQL. A propane torch was used to replicate the machining operational conditions involving vaporization of the base oil. The experimental results showed minimal improvements in the cooling effectiveness and the heat transfer coefficient of NMQL cooling when compared to MQL. There was less than a 1 % reduction in the surface temperature of the workpiece when using NMQL cooling compared to that of MQL. Additionally, the increase in the heat transfer coefficient for a flow rate of 22 ml/h was 1.07 %, while an increase of 1 % was observed at a flow rate of 44 ml/h. The experimental results suggest that the benefits of nano minimum quantity lubrication observed in the literature could be mostly associated with the lubrication benefits of the nanoparticles. This conclusion was derived from the experimental comparisons of the cooling effectiveness of NMQL over MQL, which yielded only minor improvements. Additionally, this paper presents a novel multiphase numerical model for NMQL. This model considered nanoparticles as distinct discrete particles along with the oil droplets, and it captured the flow conditions, average surface temperatures, and average heat transfer coefficient. This CFD model estimated the surface temperatures with errors below 10 %, while the heat transfer coefficient values had an average error of 12.05 %. This is the first attempt in the open literature to model a nano minimum quantity lubrication and cooling strategy using a two-phase approach.
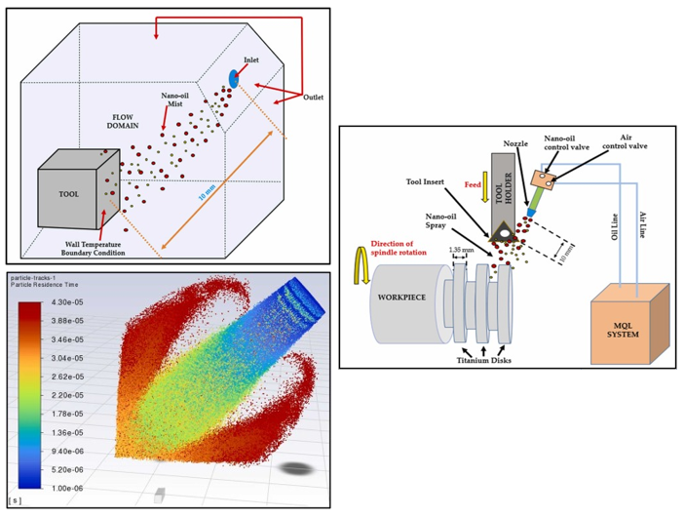
Numerical CFD-FEM model for machining titanium Ti-6Al-4V with nano minimum quantity lubrication: A step towards digital twin
Researcher: Ibrahim Nouzil (PhD Student at University of Guelph)
Supervisor: Dr. Ibrahim Deiab
PhD Thesis Committee Member/Co- Supervisor: Dr. Salman Pervaiz
Collaborator: University of Guelph, Canada
Abstract: Nano minimum quantity lubrication is an enhanced minimum quantity lubrication (MQL) method that utilizes nanoparticle additives to boost its thermal and lubricating capacity. Although experimental investigations of nano minimum quantity lubrication (NMQL) have been successful, literature on numerical modeling of NMQL is lacking. Further, 3D computational fluid dynamic (CFD) modeling of nanofluid spray cooling in machining is rare in literature. This study aims to develop a 3D CFD model to capture the nanofluid spray characteristics and then couple the solution to a 2D finite element machining (FEM) simulation. Additionally, a novel static temperature calibration method is developed to estimate the interface cutting temperature. First, a 3D CFD model calculates the thermal characteristics of the NMQL spray and derives the temperature dependent average heat convection coefficient values. In the second stage, the FEM model applies the derived heat transfer coefficient by imposing a boundary film on the machined surface and cutting tool. Orthogonal machining experiments conducted for cutting speeds of 120 m/min and 90 m/min at 0.1 mm/rev feed rate are used to validate the developed numerical model. For the given cutting conditions, the current model predicts the cutting temperature and cutting force with an average error of 11.44 % and 11.39 %, respectively. The low error in cutting force and temperature results highlight the model as reliable and lays the foundation for a digital twin for NMQL machining. Future works must aim to capture the rolling action of the nanoparticles at the tool-chip interface, which would enhance the simulation accuracy.
Computational Modeling of Advanced Machining: Finite Element & AI/ML Approaches
Multi-parametric optimization of convex spherical surface drilling of Ti6Al4V using finite element model and Taguchi coupled desirability function analysis
Researcher: Arad Dehestany
PI & Supervisor: Dr. Salman Pervaiz
Abstract: Throughout the history, material removal has been achieved by different types of conventional machining processes such as milling, drilling, and turning operations etc. These machining processes depend on the mechanical and chemical properties, geometry, and cost of material. Drilling operation is one of the most used machining operations due to high demand and applications in many industries such as aerospace, automotive, oil and gas, and biomedical industry. Most of these applications wanting drilling operation to be executed on irregular non-flat surfaces such as convex surfaces. In the aerospace industry, convex spherical surface drilling is used to create holes on aircraft components, such as engine parts, airframe components, and wing surfaces. It is important to understand the drilling process and its affecting parameters to increase the drillability of the manufactured part with convex surfaces. It has been observed that the drilling performance on spherical surface have been rarely studied in the literature. Therefore, in this study, drilling performance of convex surface profiles made out of Ti6Al4V was investigated numerically with the help of Finite Element Modeling. The study was conducted numerically by using the Taguchi design of experimentation, and involved the input parameters namely sphere diameter, feed, point angle and spindle revolution. The output responses were cutting force components, power, torque, cutting temperature and material removal rate. The study also implemented multi-objective optimization using desirability function analysis to optimize the convex surface drilling process. It has been found that sphere diameter of 60mm, feed of 0.6 mm/rev, point angle of 140 degrees and spindle speed of 2000 rpm provided the optimum set of parameters to get desirable cutting performance with lowest power consumption.
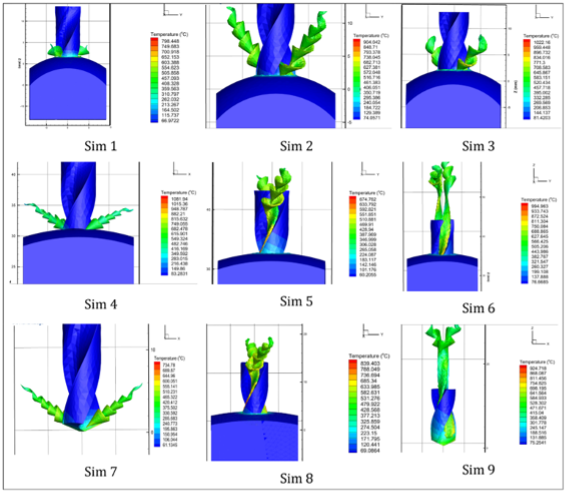
A novel finite element model for thermally induced machining of Ti6Al4V
Researcher: Mohammed Mustafa
Supervisor: Dr. Ibrahim Deiab
PhD Thesis Committee Member/ Co- Supervisor: Dr. Salman Pervaiz
Collaborator: University of Guelph, Canada
Abstract: Titanium alloys, including Ti6Al4V, are considered hard to cut materials due to their low thermal conductivity, low elastic modules and high chemical reactivity. This leads to high cutting forces and high surface roughness. Thermal assisted machining is used to improve the machinability of Ti6Al4V. To improve the performance of thermal assisted machining, this study investigates how are the cutting force, cutting zones temperatures, chip morphology, shear plane angle and strain rate are affected by the cutting speed and the heating element characteristics during thermally assisted machining of Ti6Al4V. A 2D numerical model simulating orthogonal cutting process was created using ABAQUS/Explicit software. In this model, Johnson Cook constitutive model was used to describe the material behavior during cutting process. Also, Johnson Cook damage model was used to simulate chip separation mechanism. After the verification of the model by comparison with results found in the literature, a number of simulations were run at different levels of four factors: cutting speed (40, 60, 80, 100, 120 and 140 m/min), heat source temperature (200, 400 and 600 °C), heating source distance from the cutting tool (0.3, 0.6 and 0.9 mm) and heating source size/diameter (0.6, 0.8 and 1 mm). Taguchi L18 orthogonal mixed level design was used to plan for simulation runs using Minitab software. ANOVA analysis was used to investigate the significance of the four factors. The response table of means and the main effect of means are used to compare between the four factors and find their ranking. Based on 95% confidence Interval (CI), the results show that cutting speed has a significant effect on cutting force, strain rate, chip compression ratio, cutting tool nose temperature, cutting tool and chip temperature in the secondary deformation zone, average chip thickness at peaks and average chip thickness at valleys and average pitch. This conclusion is based on the P-values which are << 0.05 and the contribution which reaches 99.01%. Similarly, based on P-values (< 0.05) and contributions (up to 12.16%), the heating source temperature has a significant effect on average chip thickness at valleys, chip compression ratio and strain rate.

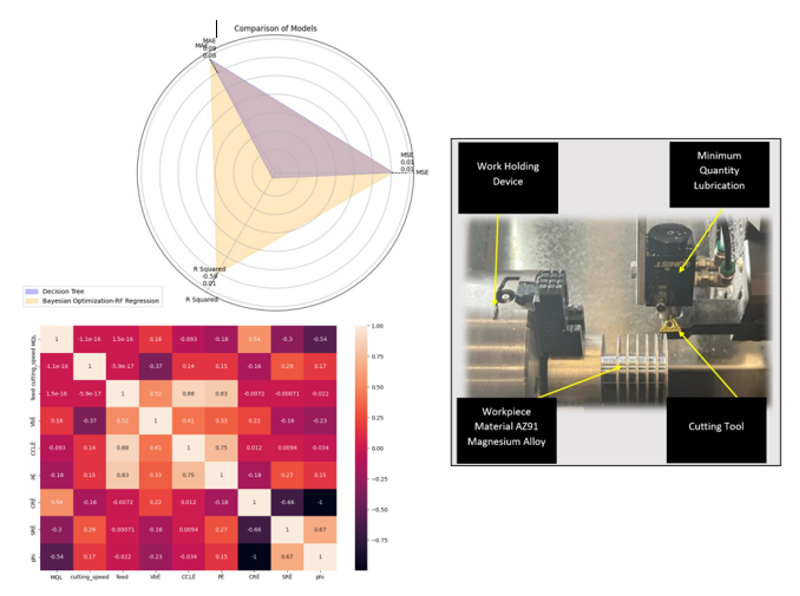
A novel finite element model for thermally induced machining of Ti6Al4V
Researcher: Sabrina Al Bukhari
PI: Dr. Salman Pervaiz
Abstract: The current study is based on the exploration of optimization using the machine learning approaches for a metal cutting operation. The study utilized two machine learning approaches namely Decision Tree and Bayesian Optimization-Random Forest Regression models. The metal cutting process is one of the fundamental manufacturing processes that is mainly utilized in all major industrial sectors such as aerospace, automotive, biomedical, oil and gas and sports related applications. The current study utilized orthogonal cutting process to first investigate the output responses such as flank tool wear, chip contact length, chip peak distance, chip valley distance, chip pitch distance, chip segmentation ratio, compression ratio and shear angle. Overall, this study highlights the potential of advanced machine learning for enhanced machining optimization and control. The Bayesian Optimization-Random Forest Regression model stands out as a promising approach for this manufacturing domain.
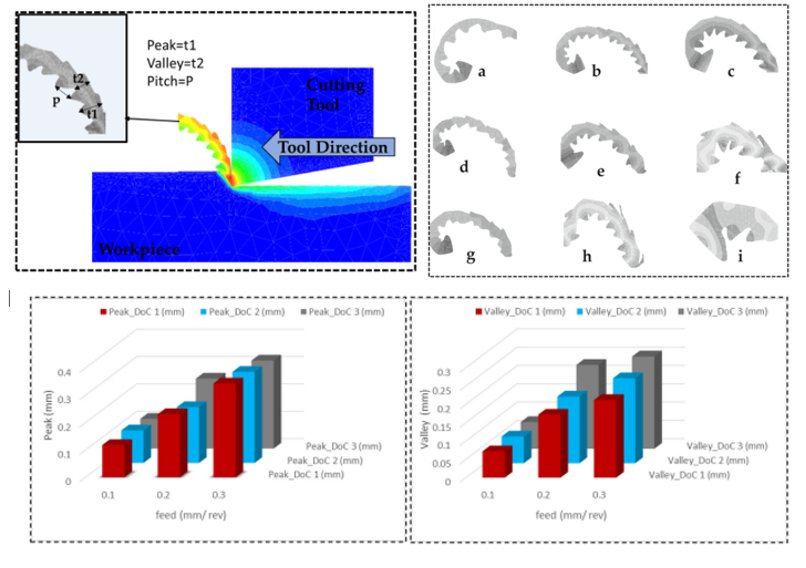
Artificial intelligence inspired approach to numerically investigate chip morphology in machining AISI630
Researchers: Shafahat Ali, Assem Alshibi, Abdelrahman Nasreldin
PI: Dr. Salman Pervaiz
Abstract: This study examines AISI630 steel to gain insight into the chip morphology. Chip morphology provides useful information about the plastic shear deformation involved in the machining process. The presented study aims to integrate the innovative artificial intelligence driven method to efficiently analyse the saw-tooth chip geometry. The paper used an artificial intelligence inspired algorithm based on the image processing of segmented chips that quantifies various output responses, including peak, valley, pitch, chip segmentation ratio, chip compression ratio, and shear angle. In order to generate chips related data, a finite element-based machining model was prepared for the stainless steel AISI630 workpiece. The performance of data collected using artificial intelligence (AI) inspired technique has been re-evaluated using manual image processing tool Image J software. The peaks and valleys of the chip’s morphology are used to calculate the chip segmentation ratio. The study showed valleys can introduce average percentage errors of 7.3%. The shear angle is computed using the chip compression ratio, with an average percentage error of 2.4%. In addition, pitch values obtained from chip morphology have a percentage error of 5.2%.